Vélomorphoses
Souder des tubes de vélo
Sur les forums de soudure, concernant les tôles fines, la plupart des pros disent qu'on ne fait rien de bien mis à part avec un poste TIG (Tungsten electrode, Inert Gaz) ou un poste MIG (Metal electrode, Inert Gaz), d'autres donnent quand même quelques astuces pour souder à l'arc avec un simple poste à electrodes enrobées.
Ya moyen, faut juste être patient
J'ai investi dans un petit poste de soudure à l'arc (inverter GYS 130P)
mais à part quelques essais sur de la grosse tôle, je n'avais jamais soudé de tubes de vélo.
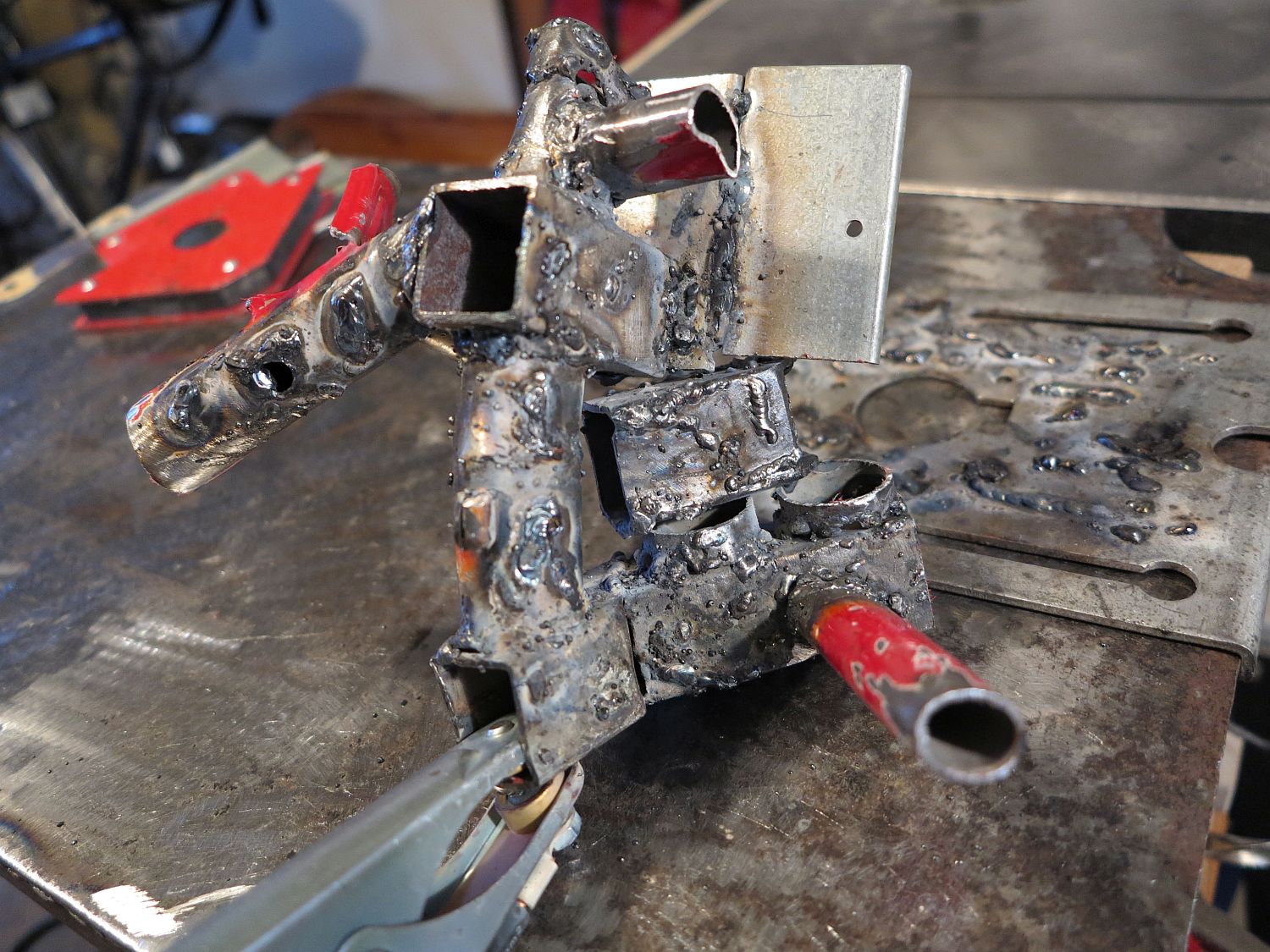
Donc au début, j'avais tendance à complètement cramer les tubes que j'essayais de souder,
en faisant de gros cratères là où je voulais faire un beau cordon de soudure.
 Soudures en vrac pour se faire la main
Soudures en vrac pour se faire la main
 Juste histoire de faire des essais...
Juste histoire de faire des essais...
Ce sont aussi les conseils de Brad Graham sur Atomic Zombies, il faut juste persévérer.
 Petits cordons sur la douille de direction
Petits cordons sur la douille de direction
Après des heures à cramer des electrodes de différents calibres, je reste sur des rutile 6013 de 2mm de diamètre qui semblent plus faciles à contrôler que celles de 1.6mm (apparemment parcequ'elles offrent plus de métal d'apport).
Du moment qu'on ne fond pas des trous béants dans les tubes, il y a toujours moyen de meuler un bon coup et de recommencer en rajoutant du métal. Même après plusieur passages, on peut toujours limer et poncer après coup pour donner un aspect correct.
Souder en polarité DC inverse...
Une astuce pour ceux qui soudent avec un poste en courant continu, c'est d'inverser la polarité du circuit (en branchant l'electrode sur le + et la pince sur le -). Dans ce cas, le courant passe de la pièce à souder vers l'électrode consommable (du - vers le +).
En étant branchée sur le pôle + (DC inversée), la pièce à souder chauffe moins et la soudure est moins pénétrante (donc les tubes ont moins tendance à fondre et à percer.)
En revanche l'électrode chauffe plus et fond plus vite. Cela donne une soudure qui s'applatit un peu, elle est plus propre car le laitier risque moins d'être pris dans le métal d'apport (car le flux d'electrons part de la pièce vers le métal d'apport).
Pour les tôles fines, ça fait vraiment une différence. Bien sûr, pour des tôles au delà de 2mm d'épaisseur, il vaut mieux revenir en polarité normale (electrode sur le -) pour avoir une meilleure pénétration des soudures.
En polarisation normale, il faut imaginer l'électrode comme une petite torche qui crache un flux d'électrons très chauds. L'orientation et l'écartement jouent pour beaucoup (en général il vaut mieux orienter l'electrode vers le métal le plus épais et balayer vers le métal plus fin).
Cette video didactique par Steve Bleile (en Anglais) m'a vraiment permis de comprendre et de visualiser les choix d'orientation de l'electrode par rapport aux pièces à souder.
Quelques trucs qui aident
Cela vaut aussi la peine d'amorcer et de chauffer l'electrode sur une plaque d'amorce, un gros morceau de ferraille qu'on ne risque pas de cramer, juste à côté de la pièce à souder. Cela évite les amorçages ratés sur la pièce, donc moins de risque de coller l'electrode ou de postillonner du métal fondu.
Une autre remarque, c'est que le métal fondu a tendance à couler, donc toujours prévoir de positionner les pièces de façon à ce que la masse fondue du métal d'apport coule vers le joint à réaliser. Ça fait toute la différence, car au lieu de couler en dehors du joint, le métal fondu rempli les interstices et assure une soudure bien jointive. Pour les tôles fines, c'est d'autant plus important qu'on ne peux pas chauffer le métal trop longtemps, donc on n'a pas le temps de balayer le joint avec l'electrode pour répartir et diriger la partie fondue.
Il faut aussi orienter les pièces de façon à ce que la pièce la plus mince soit en bas par rapport à la pièce la plus épaisse. Elle recevra le métal fondu mais l'essentiel de la chaleur s'evacuera vers le haut par la pièce la plus épaisse, donc moins de risque de surchauffe et de percer. Car la chaleur va s'accumuler de plus en plus dans la partie montante au dessus de la soudure.
Ensuite, ce type de soudure fonctionne bien sur de la férraille propre. Il est important de bien poncer le métal à nu pour avoir un bon contact et obtenir une soudure homogène. Pour cela, les meilleurs vélos de récupe sont ceux qui ne pas brasés, mais soudés.
Ou alors, il faut poncer et éliminer toute traces de brasure qui pourraient se trouver à proximité des soudures à réaliser (les parties un peu dorées contenant souvent du cuivre).
Sinon, l'arc a tendance à sauter directement vers ces traces (peut-être parce que la conduction est meilleure), et il devient impossible de souder proprement.
De plus, le métal d'apport de la baguette ne pourra pas s'allier proprement sur ces traces, donc mauvaise tenue des soudures et tout à recommencer de toutes façons.
Mes premières soudures en vrac
 Un capuchon pour le trou du pedalier
Un capuchon pour le trou du pedalier
 les pattes de renfort soudées par points
les pattes de renfort soudées par points
 Potence sur tube de direction pour un guidon sous le siège.
Potence sur tube de direction pour un guidon sous le siège.
 Une soudure propre pour fermer une bôme.
Une soudure propre pour fermer une bôme.
Autrement, mettez-vous à la brasure. Nico a l'air d'avoir obtenu des résultats plutôt interessants avec des baguettes pré-enrobées de flux décapant pour son Fat bike 2.0.
